
聚焦电子制造丨基于可编程控制器的智能制造数字化车间的研究与实现
★北京和利时系统工程有限公司 黄振林,刘俊杰,贾维科,朱瑞海
★北京和利时电子科技有限公司 于雯雯
文章摘要
作为控制系统产品智能制造试点示范,本文通过对柔性制造技术、自动化装配与测试技术、自动识别技术、数字化数据采集与数字化信息系统集成等相关智能制造的分析与研究,实现了可编程控制器系列产品的柔性装焊、装配与测试的自动化流水生产线建设;同时,通过实现ERP系统、PDM系统、MES系统、WMS系统、SCADA系统、柔性生产线系统等多个系统的纵向无缝集成,形成制造决策、执行和控制等信息流的闭环,打造“精益化、自动化、数字化、智能化”的PLC智能制造数字化车间,提升了可编程控制器系列产品的整体生产效率和制造质量,缩短了制造周期,降低了生产成本,为离散、多品种、小批量的电子产品实施智能制造进行了一次成功的探索实践。
1引言
随着2011年4月德国汉诺威工业博览会上,德国相关协会提出工业4.0的初步概念,到2013年4月德国政府正式提出了工业4.0的国家战略,工业4.0的概念迅速传遍全球。工业界认为,工业4.0是继机械化、电气化和信息技术之后,以智能制造为主导的第四次工业革命,或革命性的生产方法[1]。工业4.0主要是指基于信息物理系统(Cyber-PhysicalSystem)相融合的技术,将制造业向智能化转型,最终建立一个高度灵活的个性化和数字化的产品与服务生产模式。
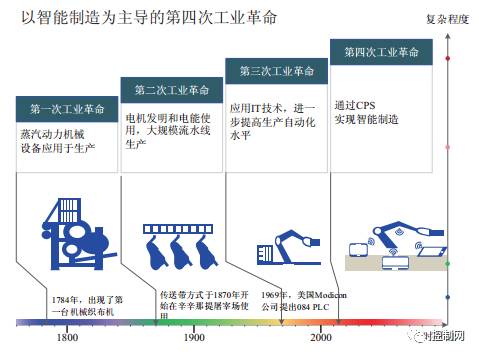
图1 工业革命的四个阶段
我国是制造业大国,但还不是强国。随着制造业的全球化竞争变得愈加激烈,我国人口红利的消失,人工成本的快速增长,传统制造业依靠劳动密集型发展的道路已经越走越窄。因此,当前我国的制造业正面临转型升级和跨越发展的艰巨任务。本文立足于和利时集团智能制造试点示范项目,阐述基于可编程控制器的智能制造数字化车间的研究与现实。
2数字化车间系统体系结构
整个数字化车间的系统结构如图2所示:
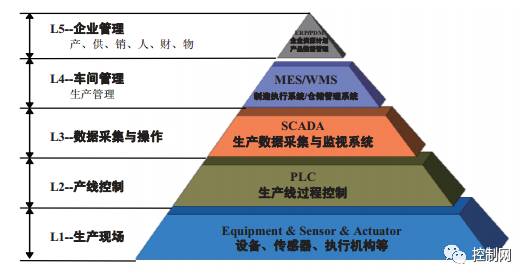
图2 系统结构图
智能制造数字化车间划分为5层:
(1)第一层,是生产现场层,包括仪表、机械设备、在线感知传感器和执行机构,电机和机器人/手臂等,分布在现场生产线的各个工位;
(2)第二层,是产线控制层,采用可编程控制器(PLC/MC)对现场各个设备/机械、执行机构等进行数据采集与控制操作,对生产线整线自动化运行起过程控制作用;
(3)第三层,是数据采集与操作层,采用SCADA系统对设备专机、PLC系统、工业视觉系统、现场监控视频等生产装置或生产线进行生产数据采集和监视数据的综合收集与集成工作,并提供HMI可视化界面进行监视,同时,下达生产指令给产线控制系统;
(4)第四层,是车间管理信息系统,包括MES系统和WMS系统,MES系统完成车间执行系统的管理自动化,WMS系统完成物料的综合管理;
(5)第五层,是企业资源计划ERP系统,完成整个企业的产、供、销、人、财、物的综合总体管理。数字化车间通过5层的规划建设,纵向集成ERP系统、PDM系统、SCADA/MES/WMS信息化系统、用户操作层、控制层以及现场生产线设备,达到打通数字化车间上下层之间的信息,实现数据互联互通,从而有效实现产品从订单到生产的智能制造。
3数字化车间组成
PLC智能制造数字化车间的组成主要包括以下内容:
(1)PLC自动化柔性生产线。主要由PCBA自动化生产线、自动化装配测试线、智能电子看板和自动化物流仓储系统等四部分组成。自动化PCBA生产线。主要包括自动上/下板机、焊膏印刷机、高速贴片、回流焊、AOI、波峰焊机等标准的电子产品SMT和THT生产工艺设备,这部分设备具备网络数据通讯接口,具备设备运行参数远程整定的能力,可以接受来自产品数据平台的生产数据,同时具备设备运行状态采集功能,可以向SCADA系统提供实时运行数据。自动化柔性装配测试线。采用PLC、MC、智能传感器等智能化生产设备实现PLC产品生产过程的控制和检测,正确、及时地执行来自生产执行层的控制指令,达成生产计划目标;同时获取制造装备状态、生产过程进度以及质量参数控制的第一手信息,并传递给生产执行层,实现制造过程透明化,为敏捷决策提供依据。智能电子看板。采用可视化技术,实现对生产状态的实时掌控,快速处理生产过程中常见的延期交货、物料短缺、设备故障、人员缺勤等各种异常情形,解决制造过程中的各类异常,保证生产有序进行。自动化物流仓储系统。主要包括物料识别系统、货位管理系统、自动分拣系统、物料传输系统,以及立体仓库和AGV系统等部分。
(2)车间制造执行系统MES。主要包括生产过程管理、计划管理、质量管理、设备管理、能源管控等功能。
(3)企业资源计划ERP。ERP系统是一个基于客户机/服务机架构的开放的、集成的企业资源计划系统。其功能覆盖与PLC生产制造和销售相关的供应链管理、订单管理、生产计划、库存管理等方面。
(4)产品数据平台:采用配置管理数据库系统管理电子CAD系统生成的BOM与PCBA数据、机械CAD生成的三维产品信息和装配数据等,实现版本控制并按照生产计划的要求及时、准确地向生产线发放生产数据。
4数字化车间实现
4.1数字化车间实际实现
PLC智能制造数字化车间,基本实现了从管理、工艺研发、生产到厂内物流配送全过程的精益化、自动化、数字化,并具备初步的智能化水平,满足了小批量、多批次的实际生产要求。PLC智能制造数字化车间的实现图如图3所示,并详细描述了车间的主要构成,以及各个构成部分的数据采集和数据流向信息图。整个车间的硬件构成部分有:
· PCB自动刻码生产线;
· 智能立体库;
· SMT柔性生产线;
· THT选择性波峰焊柔性生产线;
· FAT柔性装配测试生产线;
· 线体控制台以及智能监控看板。
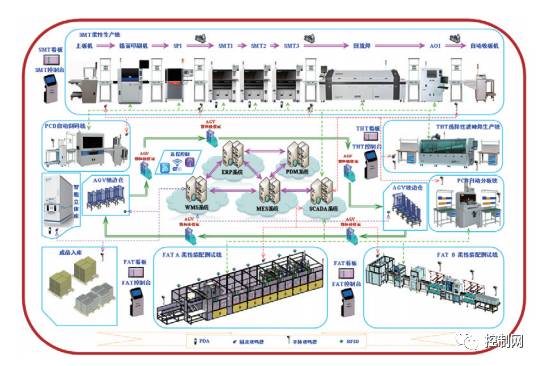
图3 智能制造数字化车间系统构成
整个车间的软件构成部分有:
· SCADA数据采集与综合监控系统;
· WMS仓储管理系统;
· MES制造执行系统;
· ERP企业资源管理系统;
· PDM数据管理系统。
4.2自动采集过程数据
数字化车间最基础、最重要的工作是实现生产过程的数据采集。为了准确收集数据,可编程控制器系列每一个产品都有自己的“身份证”。在数字化车间内,在整个生产过程中,无论元件、半成品还是待交付的产品,均有各自编码,在电路板安装上生产线之后,可全程自动确定每道工序;生产的每个流程,包括焊接、装配测试或物流包装等,一切过程数据和质量数据都被采集记录在案,以供追溯和数字化集成;更重要的是,在柔性装配测试流水线上,根据订单信息,可自动装配不同元件,流水生产出各具特性的产品,这一切都依赖于自动数据采集 数字化车间生产线过程数据的自动采集如图4所示。
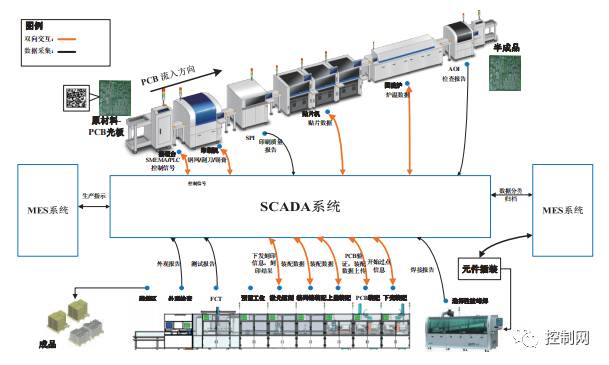
图4 生产制造过程的数据采集与监控示意图
4.3PCBA焊接生产线
4.3.1SMT工艺焊接
SMT生产线包括上板机、锡膏印刷机、SPI、贴片机、回流炉、AOI等自动化设备,这些设备通过PLC控制系统控制接驳轨道从而连成一条流水线,线头上板和线尾收板是人工作业。每条SMT线头放置一个电子看板,显示目前线体生产情况,如有异常(缺料等)则红色显示,正常工作状态下为绿色显示。SMT焊接工艺在数字化车间设计中重点改进了以下几个方面:
(1)增加各工序数据采集:过程信息、质量信息、产量信息;
(2)人工通过PDA扫描物料条码,自动防呆防错,自动核对BOM;
(3)自动采集物料消耗与抛料数据,自动计算设备OEE等KPI信息;
(4)辅助材料防呆防错管理:锡膏、钢网、刮刀;
(5)生产过程和履历可追溯,测试数据、设备状态可记录与追溯;
(6)工艺文件可推送至各工位。
4.3.2THT工艺焊接
THT生产线包括上板机、人工插装区、选择性波峰焊等。选择性波峰焊可以做到通孔器件焊接的零缺陷,解决THT工段最大质量问题——连焊、漏焊、空焊,满足大热容量的电路板和细脚间距的器件焊接品质要求。
(1)增加数据采集:过程信息、质量信息、产量信息,生产过程和履历可追溯,测试数据、设备状态可记录与追溯;
(2)工艺文件可推送至各工位。
4.3.3工艺文件推送数据流
ERP/MES/PDM/WMS/设备之间实时互联互通的数据流如图5所示。
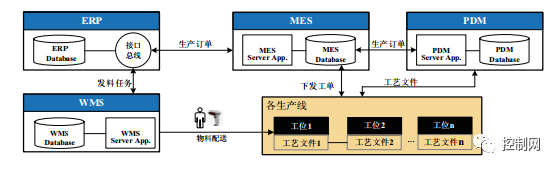
图5 工艺文件推送数据流示意图
4.4柔性装配测试生产线
可编程控制器系列产品,在外观上大都有相似之处,尺寸种类有限,包括产品外壳具有一定特征,因此具备自动装配与柔性装配的可能性。这就使得可编程控制器系列产品(PLC)生产线有一个突出的特点:混线柔性生产,即可以在一条线上生产不同型号不同品种的产品,最多可同时生产50多种产品。混线生产方式的好处是快速响应、灵活制造,通过生产管控,能够进行小批量、多批次的连续生产,从而最小化待售产品量,极大减少库存,规避货品积压问题。
同时混线生产可以实现单件产品也能生产,满足个性化定制化的生产要求。因此,混线生产就是一种自动化和信息化程度高,精益效果明显的柔性生产模式。
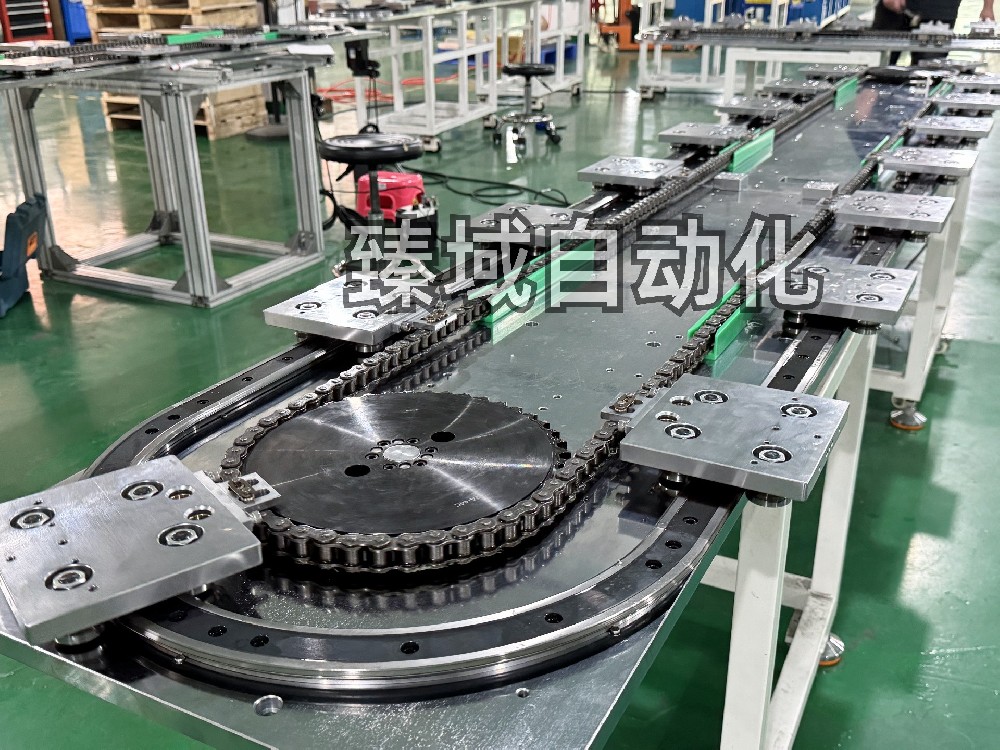
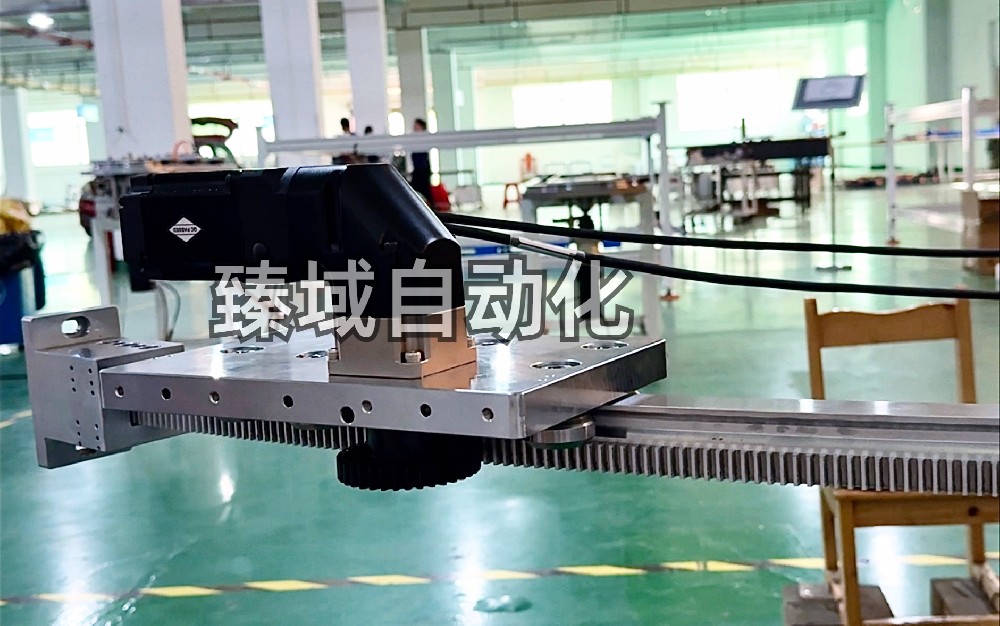
FAT自动生产线(柔性组装测试生产线)一共设有八个工站,除了最后的产品装箱环节以外,其余的组装和测试工站均为自动化作业完成。整条生产线包括两台六轴机械手,两台四轴机械手,三组高分辨率的工业视觉检测系统,2台激光雕刻机等关键运行设备,以及由PLC和运动控制器为核心构建的一整套自动化控制系统,自行研发的高精度、高速多信号自适应切换的测试系统,以SCADA为基础的MES信息化系统。
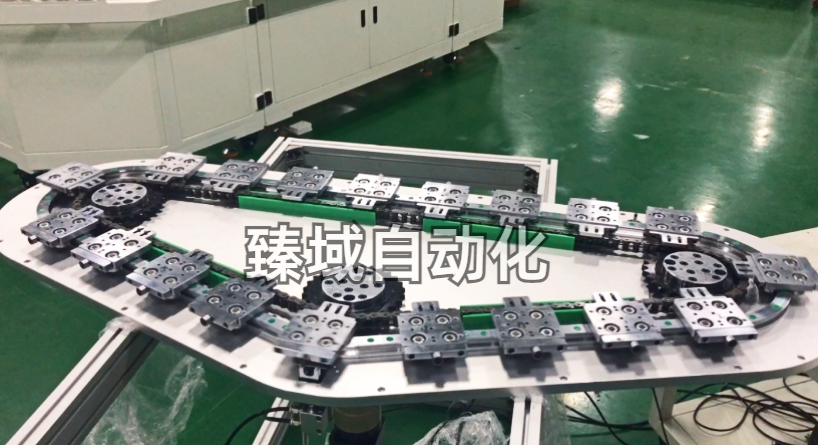
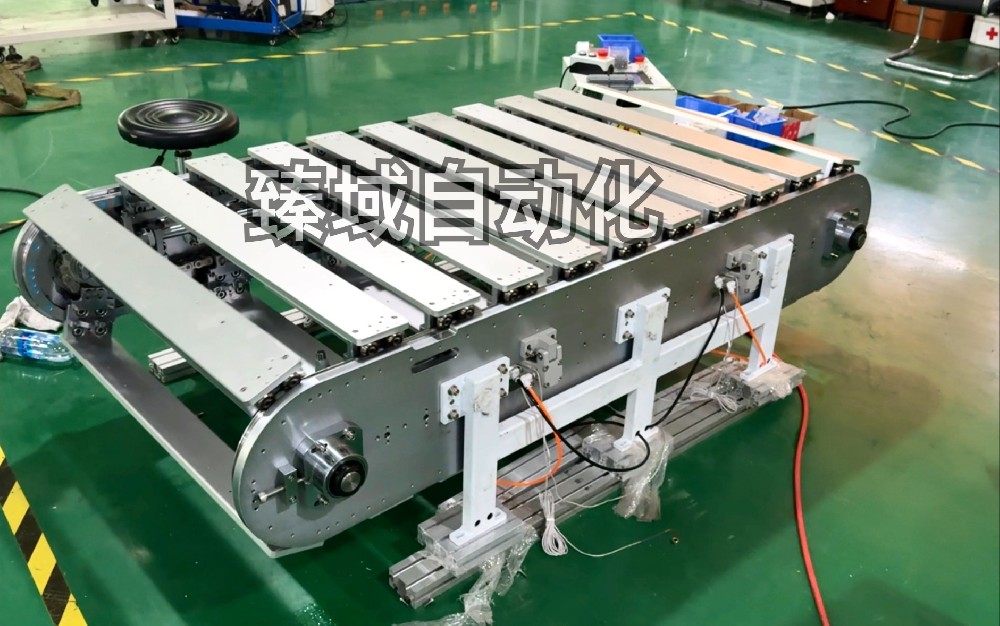
柔性组装测试生产线,采用环形传输轨道。环形传输轨道的主要功能是为线体各个工位间传送产品,使得整条线按装配顺序将模块上的零件一一组装,实现模块完整装配与测试、包装等工序。环形导轨上带有RFID标签的标准托盘,安放在制的半成品,每个半成品都可以是同系列的不一样产品。每当载有半成品的托盘经过特定的地方,就会对RFID标签进行识别,系统会自动根据生产工艺,按照产品型号的不同,自动完成该产品制造的相应工序。
FAT装配测试生产线,布置了大量的传感器,可以准确感知系统工况,例如上料机构的托盘位置、主传输链载具位置与状态、机器手运动位置、产品正反方向、门窗状态等。为实现柔性和混线生产,通过先进工业视觉技术来完成结构件及方向的识别、LED是否工作正常的视觉检验、外观质量的高分辨率和快速检验。
通过应用RFID技术、感知技术、机器人技术和工业视觉技术,结合自主产品PLC/MC运动控制系列控制器,对获取的实时运行状态,进行数据分析和推理,再通过内部算法,指挥生产系统(机械部件、伺服或步进机构、机器手等)执行决策,从而一定程度上实现整条装配测试生产线的自我感知、实时分析、精准执行以及自主决策等智能化功能。
自动柔性装配测试生产线的实现如图6所示。
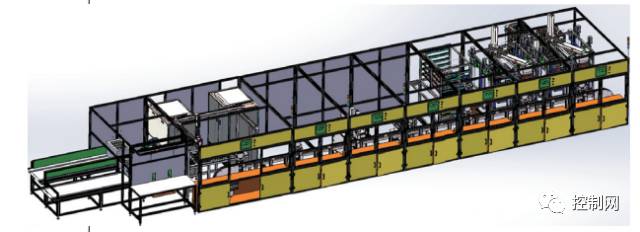
图6 装配测试流水生产线效果图
FAT生产线的生产节拍在15秒左右,单班生产产能达到了2400块,较传统生产线的产能提升了400%。FAT生产线的最大特点除实现了高度的自动化组装、测试、功能检验之外,还实现了多种产品共线装配测试的柔性生产、混线生产、连续流生产和准时生产。
装配测试生产工艺改进效果如表1所示。

表1 装配测试生产工艺改进效果
4.5数字化系统集成
PLC数字化车间多个信息系统(ERP、PDM、MES/SCADA、WMS等)与自动化产线之间进行数字化无缝集成,将可编程控制器从研发到生产、从供应链到客户连接到一起,实现数据的自动、实时、准确传递与集成,实现高效高质量的制造。数字化系统集成信息流如图7所示。
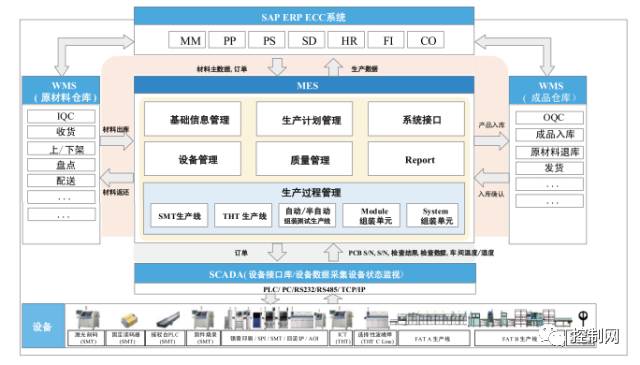
图7 数字化车间系统集成图
5结语
可编程控制器制造数字化车间,经过“精益化、自动化、数字化、智能化”的智能制造综合建设,覆盖了产品从研发设计到生产制造的全过程,优化了PLC产品制造过程信息的传递过程,实现了ERP系统、PDM系统、MES系统、WMS系统、SCADA系统、PCBA柔性生产线系统、自动柔性装配测试生产线系统、物流控制系统等纵向层次之间的数字化信息集成,形成制造决策、执行和控制等信息流的闭环;提高了生产线的智能化水平和生产过程管控与优化的能力,提高了产品质量的管控能力,及时发现并处理质量问题,杜绝因质量缺陷流入下道工序,从而最终提升了可编程控制器系列产品的整体生产效率和高质量制造,缩短了制造周期,降低了生产成本,实现了多品种、小批量、多批次的用户定制化制造。
可编程控制器智能制造数字化车间经过实际的运行,达到如表2所示的效果。

表2 智能制造数字化车间效果
智能制造是制造业发展的趋势,也是中国未来的产业升级之路。本文的研究,为多品种、小批量、多批次的产品实施智能制造以及智能工厂建设进行了一定程度的探索,对中小企业建设数字化工厂有一定的示范作用。
参考文献:
[1] 德国国家科学与工程院. 确保德国制造业的未来——对实施“工业4.0”战略计划的建议 [Z]. 2014.
[2] 国务院. 中国制造2025[Z].
作者简介
黄振林(1978-),男,湖南安仁人,中级工程师,硕士,现就职于北京和利时系统工程有限公司,研究方向为自动控制技术。
刘俊杰(1986-),男,河北张家口人,本科,现就职于北京和利时系统工程有限公司,研究方向为MES系统信息化技术。
贾维科(1985-),男,甘肃天水人,本科,现就职于北京和利时系统工程有限公司,研究方向为机械设计及其自动化技术。
朱瑞海(1982-),男,内蒙古呼伦贝尔人,本科,现就职于北京和利时系统工程有限公司,研究方向为MES系统信息化技术。
于雯雯(1987-),女,山东龙口人,硕士研究生在读,现就职于北京和利时电子科技有限公司,研究方向为精益制造与工程管理。
文章原刊载于《自动化博览》2017年8月刊

下一条:磁悬浮:为智能制造助力

 扫一扫添加微信
扫一扫添加微信